工程塑料選型與性能解析
在模具設(shè)計(jì)初期階段�����,材料特性直接影響成型質(zhì)量����。ABS材料因其優(yōu)異的表面光潔度,廣泛用于電子產(chǎn)品外殼制造�;聚丙烯(PP)憑借耐化學(xué)腐蝕特性,常用于日用容器生產(chǎn)����。設(shè)計(jì)人員需根據(jù)產(chǎn)品功能需求,綜合考量材料的收縮率�、耐溫性等參數(shù)。
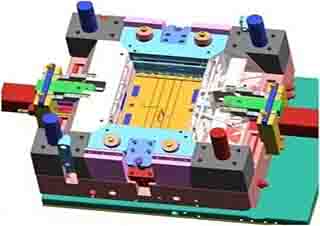
模具結(jié)構(gòu)設(shè)計(jì)核心要素
| 組件名稱 | 功能說(shuō)明 |
| 澆注系統(tǒng) | 控制熔融塑料流動(dòng)路徑��,包含主流道���、分流道及澆口 |
| 頂出機(jī)構(gòu) | 確保成型后制品順利脫模�����,需平衡頂桿分布密度 |
冷卻水路布局直接影響生產(chǎn)周期,采用隨形水路設(shè)計(jì)可提升20%以上冷卻效率。設(shè)計(jì)時(shí)需保持管道間距均勻���,避免出現(xiàn)局部過(guò)熱區(qū)域����。
側(cè)向分型機(jī)構(gòu)設(shè)計(jì)規(guī)范
當(dāng)制品存在倒扣結(jié)構(gòu)時(shí)�����,斜導(dǎo)柱與滑塊配合機(jī)構(gòu)成為必要配置���?;瑝K行程需超出倒扣深度2-3mm�,并在復(fù)位時(shí)設(shè)置先復(fù)位裝置防止干涉。采用耐磨材料制作滑塊組件�����,可顯著延長(zhǎng)模具使用壽命�。
螺紋成型技術(shù)方案
對(duì)于帶螺紋結(jié)構(gòu)的制品,可采用旋轉(zhuǎn)脫?;蚧瑝K抽芯兩種方式。當(dāng)螺距小于2mm時(shí)��,強(qiáng)制脫模方案可減少模具復(fù)雜度。設(shè)計(jì)螺紋型芯時(shí)需預(yù)留0.05mm脫模斜度��,確保順利旋出����。
模具試模問(wèn)題解決方案
出現(xiàn)飛邊問(wèn)題時(shí),優(yōu)先檢查鎖模力是否充足���,分型面配合間隙需控制在0.02mm以內(nèi)���。制品收縮不均可通過(guò)調(diào)整保壓壓力曲線,優(yōu)化冷卻水路布局加以改善���。